La electroerosión por hilo, conocida en la industria como wire EDM, puede ser más lenta que el corte láser, el chorro de agua o una fresadora CNC, pero hay aplicaciones donde no existe alternativa: corta cualquier material conductor por duro que sea y no introduce estrés mecánico ni térmico en la pieza. Lo más interesante es que estas máquinas son razonablemente accesibles para un maker con recursos, como demuestra el ingeniero conocido como Inofid, quien acaba de publicar la segunda iteración de su EDM de escritorio.
¿Cómo se construye una EDM con un router CNC barato?
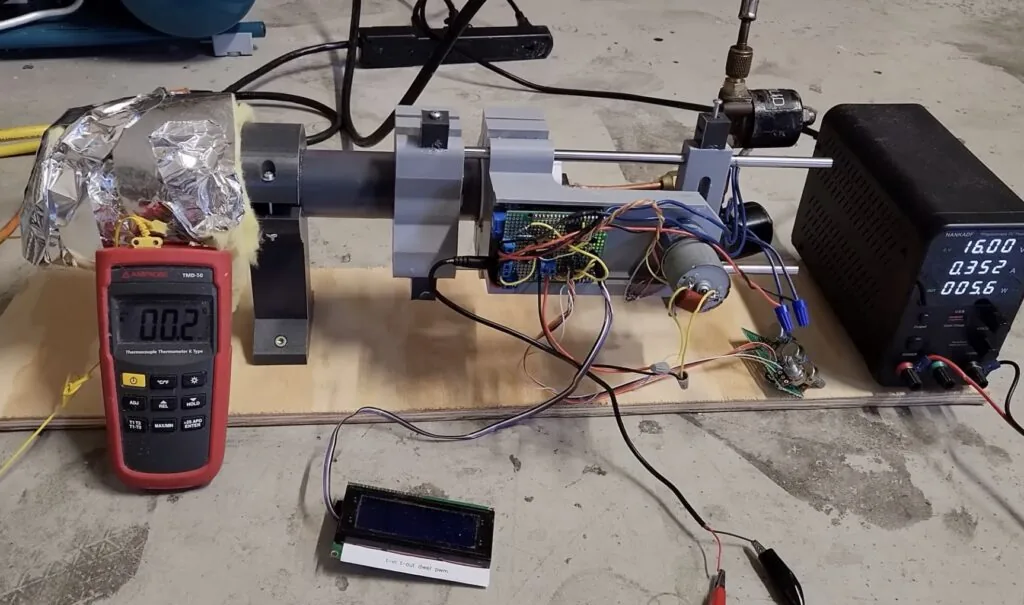
El sistema de movimiento parte de un router CNC de escritorio, de los que se consiguen en AliExpress o MercadoLibre Chile por menos de 350.000 pesos. A esa estructura básica, Inofid le incorporó una bandeja de agua dentro del área de trabajo y reemplazó el husillo original por un mecanismo de gestión de hilo. La función de ese mecanismo es enrollar continuamente un alambre tensionado de bronce desde un carrete hacia otro pasando por la zona de corte.
El sistema de tensión usa dos motores: uno tira del hilo y el otro lo retiene ligeramente en sentido contrario para mantener tensión constante. Un sensor de tensión y un Arduino se encargan de monitorear y regular el conjunto. Si el alambre se rompe, el controlador detiene la CNC automáticamente para evitar daños mayores.
El truco para que el alambre no se queme
Mantener el hilo a la distancia justa del material es la parte difícil. Si toca la pieza, hay cortocircuito y el alambre se rompe. Si está demasiado lejos, no salta la chispa que erosiona el metal. La solución de Inofid: un monitor de corriente cuenta las chispas entre el alambre y la pieza, y con esa lectura predice cuándo el hilo se está acercando demasiado al metal. Cuando detecta riesgo, ralentiza el movimiento del eje hasta que la frecuencia de chispas vuelve a la zona segura.
¿Qué tan bien funciona en la práctica?
La primera prueba fue cortar un bloque de aluminio de 5 × 3 centímetros de espesor. La máquina demoró aproximadamente dos horas y produjo un corte limpio. Para acelerar la siguiente operación, Inofid agregó una bomba y un filtro que retiran el lodo de la zona de corte, un detalle clave porque las partículas erosionadas conducen electricidad y entorpecen el proceso.
| Material | Espesor | Tiempo |
|---|---|---|
| Aluminio | 5 × 3 cm | 2 horas |
| Engranaje aluminio | ~5 mm | ~3 horas |
| Engranaje acero | ~5 mm | ~10 horas |
El paso siguiente fue un engranaje de aluminio, y el verdadero desafío vino con un engranaje de acero engranado al primero, cortado en diez horas pero con calidad excelente. La pareja funciona en mesh sin retoque adicional, algo que con métodos como la fresadora exigiría un control de juego mucho más fino o un proceso de rectificado posterior.
Por qué importa para un taller chileno
En Chile no existe oferta local de EDM industriales accesibles para makers o pymes. Las máquinas comerciales parten en USD 8.000 y las usadas chinas oscilan entre USD 3.000 y 5.000 más despacho desde Asia, sin garantía. El proyecto de Inofid demuestra que con un router CNC de 300 USD, un Arduino, un par de motores paso a paso y un sistema de tensión bien diseñado se puede cortar acero templado en casa.
Inofid no es el primer ni el único maker en este territorio. Hackaday ha cubierto varias EDMs caseras a lo largo de los años, incluyendo una popularización notable tras la masificación de las impresoras 3D, e incluso conversiones de impresoras Creality FDM rotas en EDMs funcionales. También se ha visto una combinación de torno con EDM por hilo. El nicho está vivo, y para quien necesita engranajes a medida en aleaciones difíciles de mecanizar, las herramientas existen.