
La idea de imprimir en FDM con granulado en vez de filamento es atractiva: en lugar de pelear con bobinas que deben respetar diámetros exactos y no pueden ser demasiado flexibles, basta con cargar una tolva con pellets frescos. En esa línea trabaja [HomoFaciens] hace varios años, y ahora liberó el Direct Granules Extruder V7.0 con mejoras importantes.
Hay también un artículo técnico que acompaña al video, con detalles de los intentos anteriores documentados en el mismo sitio. Buena parte de las mejoras apuntan a que los pellets se fundan correctamente antes de llegar a la punta del extrusor, con un husillo (auger) que ayuda a empujar el material. Suena simple, pero hay muchos detalles a resolver: la versión 6.2 sufría que el plástico fundido se devolvía hacia la zona fría y obstruía el sistema.
¿Cómo está armado el extrusor V7?
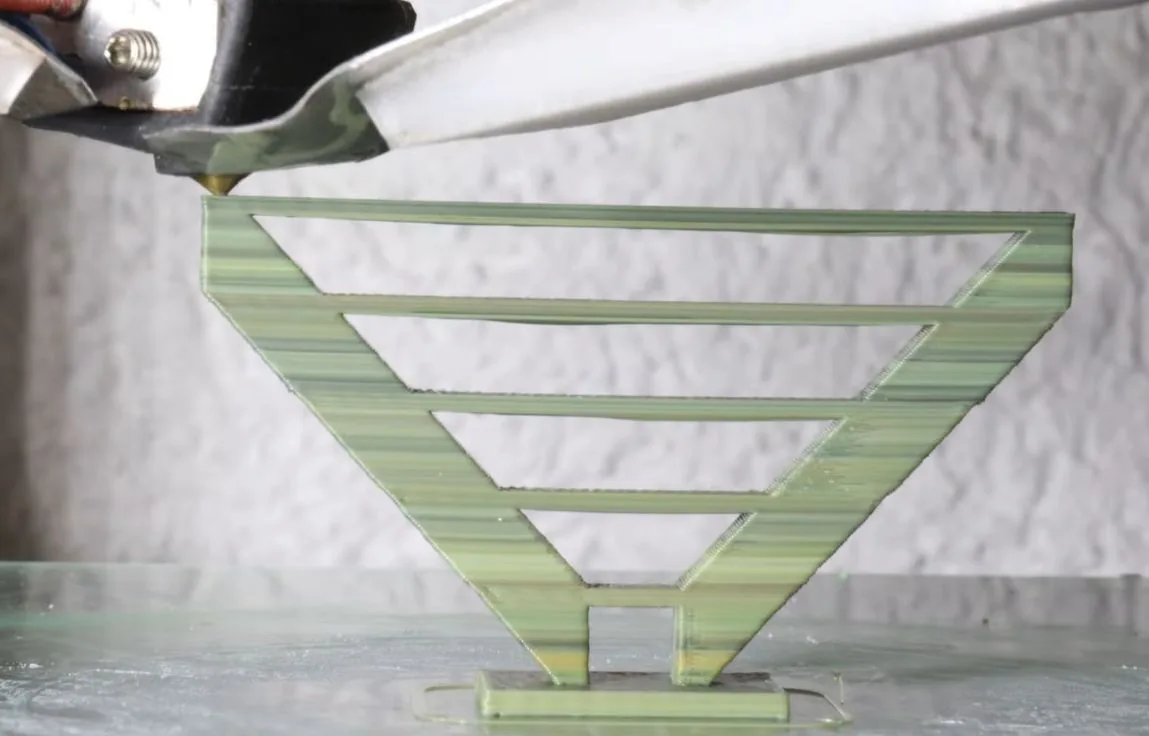
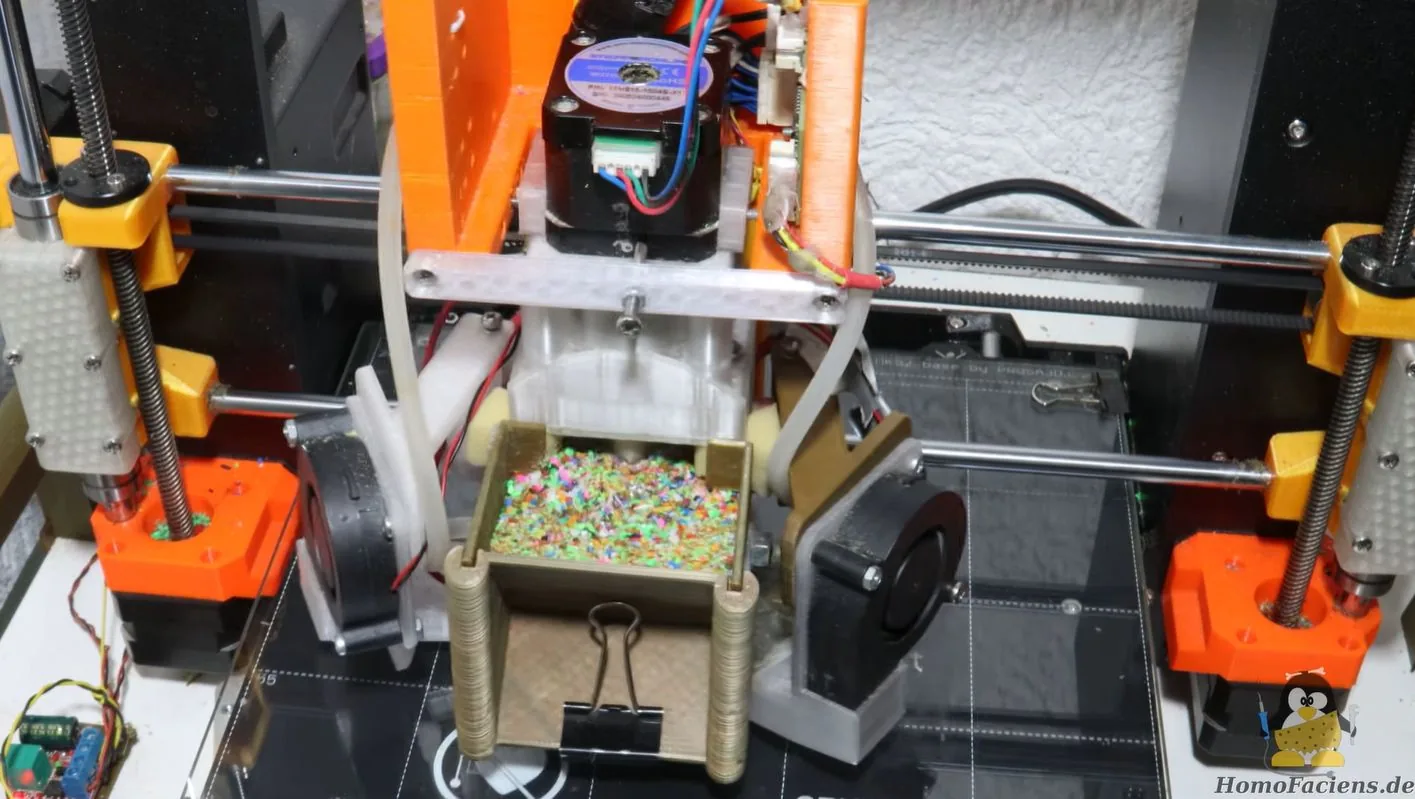
El banco de pruebas usa una Prusa Mk4 FDM con el extrusor estándar reemplazado por el experimental. La parte superior, fría, va refrigerada por agua para asegurar la separación térmica con el bloque caliente, y cada giro del husillo (un tornillo para madera reutilizado como auger) entrega la velocidad de extrusión adecuada. Las pruebas de impresión muestran resultados decentes incluso sin calibración fina del extrusor.
Si quieres replicarlo, en el sitio de HomoFaciens están los archivos descargables para fabricar las piezas centrales.
Tres datos para dimensionar la ventaja del granulado
- Tamaño del pellet vs filamento: pellets de 3 mm de diámetro y unos 17,5 mg de PLA por pellet, frente a filamento estándar de 1,75 mm que necesita 0,584 cm de longitud para igualar esa masa.
- Superficie expuesta: contraintuitivamente, los pellets de 3 mm tienen 13% menos superficie por gramo que el filamento de 1,75 mm enrollado, lo que en teoría facilita el secado del material en granulado.
- Reciclaje directo: HomoFaciens muele prints fallidos con un molino modificado, saltándose por completo la etapa de re-extrusión a filamento.
¿Y la retracción y el control de obstrucciones?
Hay un detalle técnico que el propio HomoFaciens responde a las críticas en los comentarios del video: el extrusor sí permite retracción, simplemente girando el husillo en sentido inverso. Sin esa función, las piezas mostrarían stringing, y los Benchies de prueba no muestran ese defecto. Sobre las obstrucciones que arruinaban versiones anteriores, la fricción que el motor paso a paso debe vencer en operación normal es relativamente alta, así que el motor se frena antes de que la obstrucción se vuelva grave. Es una protección mecánica del sistema.
¿Por qué importa para makers en Chile?
En el ecosistema local, donde el filamento PLA importado bordea los 18.000 a 25.000 pesos chilenos el kilo según marca y proveedor, un sistema que acepte directamente granulado abre dos puertas concretas: comprar pellets industriales (mucho más baratos por kilo en compras grandes) y reciclar prints defectuosos en sitio. Para clubes de robótica, makerspaces universitarios o talleres de FabLab, eso ahorra el paso intermedio (y costoso) de comprar o construir una extrusora de filamento tipo Filastruder.
Eso sí, hay limitaciones que el propio HomoFaciens reconoce: el control de retracción se hace girando el husillo en sentido inverso (no es retracción de filamento clásica), y el comportamiento ante humedad del granulado todavía está siendo investigado. Para PLA seco recién comprado en bolsa cerrada el resultado es bueno, pero la mantención a largo plazo del material en una tolva abierta sigue siendo una incógnita.